Directly Related to Wall Thickness
As we continue our blog series on the importance of ESI (Early Supplier Involvement), part 2 of this series discusses sink marks and read-through. Previously, we explained the importance of maintaining a consistent wall thickness, and sink marks and read-through are directly related.
Volumetric Masses
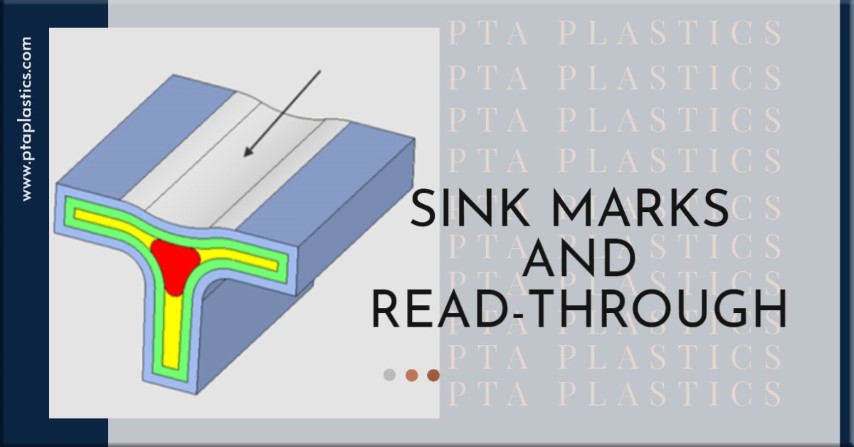
A sink forms when there is a volumetric mass larger than the nominal or adjoining wall section. This thicker mass stays hotter longer and continues to shrink after the surrounding nominal wall thickness solidifies and is no longer capable of packing out the thicker area. As this hot mass continues to shrink it pulls the solidified skin towards the center of the hot mass creating a depression or sink mark in the part. In severe cases when the solidified skin is strong enough to resist moving inward, the hotter mass separates from the skin as it shrinks creating a void in the part. Common areas to watch are:
Read-Through
Another concern related to wall thickness is referred to as “read-through”, which is a cosmetic phenomenon that occurs on the outside surface of the part directly over the thin wall. The visual effect of read-through is a distinct change in gloss level. This particular change in gloss level can be more distinct at the transition point but carries through across the entire area of the thin wall. Read-through is caused by temperature changes in the material at the flow front and a localized change in cavity pressure. There are several contributors that may drive a design to require thin areas. One example is an interlock feature where there is a reduced wall section at the parting line to accommodate a mating interlock feature. As a general rule, when thinning is required it’s best to avoid reducing wall thickness by more than 20%. Molding resin, color, and surface finish are all things to consider when wall thinning is required. Whenever possible it is also best to avoid sharp transitions from thick to thin. Adding a fillet, or chamfer, or transitioning gradually will help hide the read-through.