Determining the Adequate Amount of Draft
“Draft” is a frequently used term in the realm of designing and building parts for injection molding. Simply put, draft is adding taper to faces and features in relation to the direction the part will be removed from the mold. Learn more as we discuss the many factors to consider when determining the adequate amount of draft.
Draft is required in order for a part to be removed freely from the mold. Typically, starting with a 1" draft is recommended, but sometimes more is needed. In some cases, it may be required to use less draft where there are deep ribs or tall bosses. Parting line (or shut-off draft) is when a tool steel must make a vertical transition and wipe across another steel component in the mold. Parting line draft is required so the mating steel doesn’t gull or reduce mold life. These faces should have a minimum of 3°, though there are situations when more draft is required. In special draft situations, minimum draft is recommended on highly polished surfaces of SPI A-3 and above 2° to avoid visible drag and scuff marks.
Draft for Texture (Exterior)
Exterior part faces, or faces that will shrink away from the mold steel, will require a minimum of 1.5° of draft per .001” depth of texture. For example, if the specified texture is .002” deep, the minimum recommended draft would be 3° draft per side.
Draft for Texture (Interior)
Interior part faces, or faces that will shrink onto the mold steel, will require a minimum of 2x the draft needed for an exterior surface. Using the example above of .002” deep texture, the minimum draft required would be 6° per side. 3° (2x 1.5°) x .002” depth 3°x 2 = 6° per side.
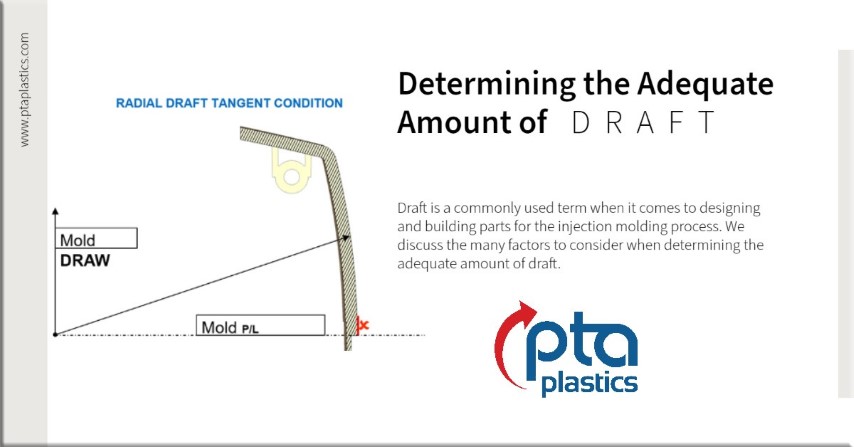
There are some instances where the side walls are curved and as they approach the parting line there is a short distance where the draft effectively becomes less than preferred. Eventually, this leads to a zero-draft situation which can be problematic, especially on textured parts. If possible, it’s best to terminate the radial condition by adding standard draft from the tangent point of the curved or radial face. Typically, this only affects the last .050” or so above the parting line. There are times when a face must remain flat or with 0° draft. In these instances, a side action or lifter may be required.