Boss and Rib Design - A Key Area for DFM
Boss and Rib design is a crucial aspect of DFM. Maintaining nominal walls is key to reducing sink by ensuring proper rib and boss design. We’ll divide this section into two parts: Ribs and Bosses. Collaboration between ribs and bosses is common in many instances. For example, a rib may be used to support a boss by either tying it into an adjacent wall or used as gussets when there are no other walls to connect to.
Ribs
Ribs are an effective way of adding stiffness to a part or feature without having to use a thicker nominal wall. Ribs are also very effective as alignment features and stand-offs as well as supporting other features like bosses. It is critical to incorporate proper rib design as ribs that are not properly designed can be problematic. Potential problems associated with poorly designed ribs are:
It’s advisable to strongly consider the following as a general guideline:
X Pattern
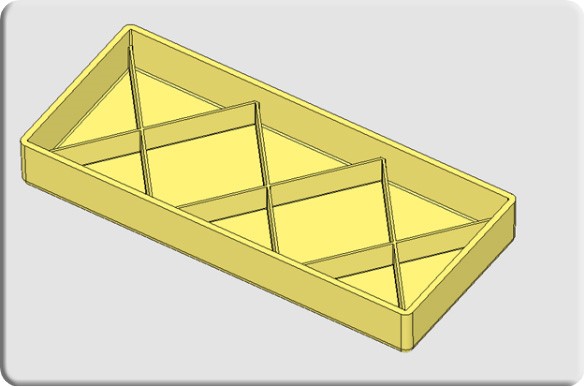
There are many things to consider when using ribs. For example, linear, or straight ribs (depending on the direction they are placed) may increase stiffness, but may also increase warp in the part depending on the shrink rate of the material. Higher shrink rate material will have increasingly more warp. One option to help mitigate warp without impacting stiffness is to use an “X” pattern, though this will not completely eliminate it. Above is an example of an “X” pattern.
Deep Ribs
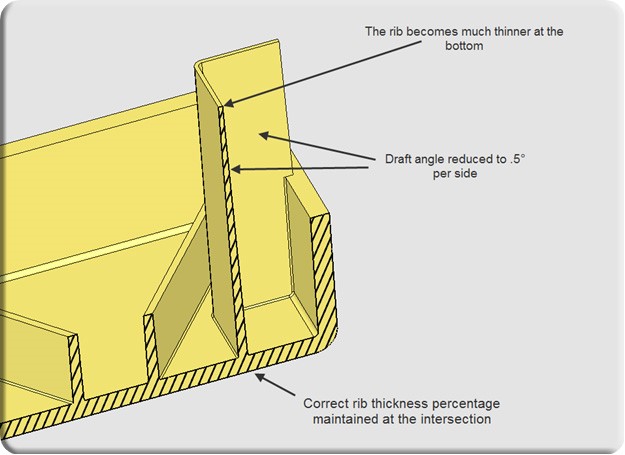
Managing a 2/3 rib intersection to nominal wall in deep ribs presents challenges of balancing thickness at the rib tip and avoiding filling and venting problems. Certain concerns can be resolved through the mold’s construction method. An option is to decrease draft on the ribs and incorporate steel in certain sections to enable venting. When the rib is excessively deep and gases cannot escape, it can lead to material burn or black marks, as well as non-fill or short in the part.
Proper Boss Design
Common design elements of plastic parts include boss features for self-threading screws, brass threaded inserts, and stand-offs. Incorporating appropriate boss design is essential to avoid potential issues with your parts. Potential problems associated with poorly designed boss details are:
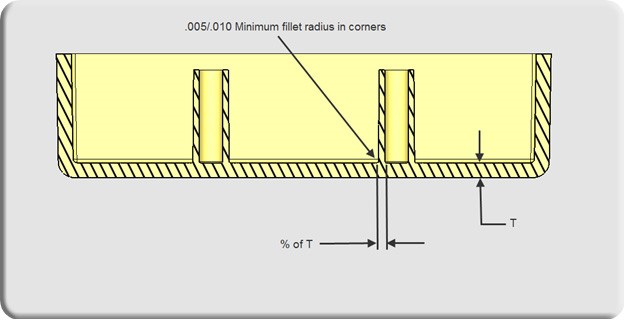
There are several common features between good rib design and correct boss design. When designing the boss, the wall thickness should be regarded as a rib attribute and comply with the rib design guidelines. The same guidelines for ribs should also be applied to bosses.
Areas to Avoid
There are multiple considerations when incorporating bosses into your design. To support a free-standing boss, you can either connect it to a nearby wall or rib, or reinforce the rib with gussets. When a boss is directly attached to a wall or rib, it will unavoidably lead to a thick section. There are more considerations to think about when designing bosses for threaded inserts. Examples of these include the type of insert, installation method (heat or ultrasonic), and print tolerances. Additionally, determine if the insert should be flush or sub-flush.
Part design involving ribs and bosses requires careful consideration of multiple factors. Our team at PTA Plastics is here to support you in every step of the design process, guaranteeing a part that is both visually appealing and mechanically sound.